
螺旋压力机的种类

技术的发展日新月异, 以下针对螺旋压力机的各种机型进行说明, 已经成为 历史往事的机器种类很多。摩擦驱动方式机器已渐渐成为了过去, 以下记载 的形式(1)及(4)-(11)已经几乎没有或极少生产了。(6)的镦锻式机器的驱动方式 业已变为伺服马达驱动。 用于锻造被采用的螺旋压力机的多数, 限于以下(12)与(14) 。
●人力操作螺旋压力机
●摩擦驱动式(摩擦螺旋压力机)
-
(3)
一般形式
-
(4)
哈森克莱弗式(仅摩擦离合器部分的变形机种)
-
(5)
辊驱动式(非摩擦盘而是用辊驱动)
-
(6)
模锻式(立式镦锻形式)
-
(7)
双螺旋型(一枚外螺丝有正反螺丝部,两个阴螺丝)
-
(8)
四盘型(加工时使用2 枚摩擦盘)
-
(9)
离合器型(外螺丝和飞轮用离合器连接)
●油压驱动型(油压马达转动飞轮)
●马达直接驱动型(飞轮为马达中心部分)
●伺服马达驱动型
(1) 手动螺旋压力机
人力转动飞轮使滑块上下活动。
虽使用于薄板的折弯等,但最
近没有新的制造实例。
(2) 台虎钳, 钳式

台虎钳可称为优良的螺旋压力机。也是唯一一种螺钉角度小、可引起自锁(咬合)状态的螺旋压力机。
(3) 摩擦螺旋压力机

最为普通, 生产数量最多的机型。构造极为简单。
小型机的一部分也有手动操作型机器,但大多数为电子, 空压控制方式, 操作内容和一般的机械压力机相同。
(4) 哈森克莱弗式摩擦螺旋压力机
上升侧的摩擦轮为两枚,滑块上升时飞轮周速从低速转为高速,是较为理想的方式,但是现在尚无制造实例。
是螺旋压力机制造领域历史最为悠久的德国哈森克莱弗公司( 当时) 的原始设计。
(5) 辊驱动型摩擦螺旋压力机
非摩擦盘,而是用两根辊和飞轮接触来驱动,也是摩擦机的一种机型。
虽然摩擦热量的散发存在问题,但是头部设计可小型化。
辊的驱动方式可分为电动马达和油压马达方式。
由德国米勒万家顿公司( 当时) 开发,但最近无制造实例。
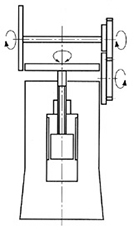
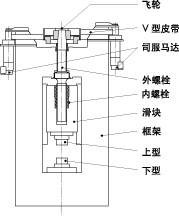
(6) 模锻式摩擦螺旋压力机( 立式镦锻螺旋压力机)
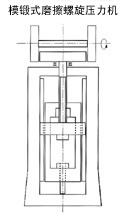

在门型滑块上部组入内螺丝,由外螺丝带动上升时滑块也随之上升而加压的方式,优点为可将行程加长,调整材料的突出和脱模构造,长期以来多用于螺栓锻造。由于飞轮无上下移动,大多数机型将摩擦轮和飞轮设计为圆锥形,避免周速差引起的滑移。最近因重视离合器衬垫的制作和便于交换而设计为平置型的较多。
加压力在滑块内均被吸收,不造成框架负担,和其他螺旋压力机相比具有极其特殊的构造。
(7) 双螺旋型摩擦螺旋压力机
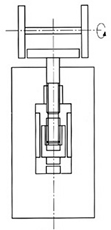

在一枚外螺丝的上下部各加工左右不同方向的螺钉,将各个内螺丝安装于框架和滑块上,共计两个。
飞轮和外螺丝旋转一次,则滑块移动两倍,为高速式样,摩擦盘的直径缩小机械头部的外观美观大方。
榎本机型为本铁工所(榎本现机工)的原始设计。
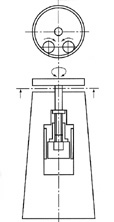
(8) 四盘型摩擦螺旋压力机
传统的摩擦形式由摩擦盘侧压飞轮,提高离合器的动作压力时螺旋推力会产生侧压,摩擦抵抗变大,因此缩短离合器开启的起动时间上受到限制。
本机型是将两张摩擦盘相互逆转,采用间夹飞轮使下降方向的离合器动作的方式,解决了上述问题并实现了高速化。最大滑块速度达1000mm/sec, 此外对摩擦衬套不产生侧压, 无摩擦损失,能效优良。
并再增加一张摩擦盘用于滑块上升,共计四张盘。本机型为榎本机工的原始设计。
(9) 离合器型摩擦螺旋压力机
无摩擦盘,高容量的飞轮由马达恒时运转,飞轮和外螺丝之间设置的离合器使滑块下降的方式。
上升为离合器关闭的状态,油压等汽缸强制性将滑块拉升。
飞轮始终进行运转,无需加速时间,因此具备可高速加压的优点。
但另一方面也存在问题,从锻造开始飞轮能量开始消耗到飞轮的旋转次数降至一定程度时通过电气发出关闭离合器的信号,或者在滑块的设定位置关闭离合器,要求在极短的时间内进行处理,细微的离合器关闭的时机偏差会导致过大的超负荷等问题发生。
实际上也有厂家因为超负荷造成机械破损频发, 而中止该类机器制造。 另外,飞轮能量和普通摩擦螺旋压力机一样,不能完全在加工中消耗。(基本上不能停止飞轮)
(10) 油压驱动型螺旋压力机(液压螺旋压力机)
由油压马达直接运转飞轮的方式,也可调整油压动作油的流量来控制能量。
由于不是摩擦传递,起动反应性极为优良,使用于无法达到摩擦传递极限水平的超大型机,和一台能保证一定加工能力范围的小型机。
小型机设置一台马达,大型机根据飞轮外围加工齿车设置数台马达。
(11) 油压驱动型双螺旋压力机
螺旋分左右两组,设置的飞轮由两台油压马达驱转。
对应偏心载荷能力强,加压时不产生飞轮惯性转矩, 机械不会自己转回, 基础施工费用低廉。
基本形式为设置有上下滑块的回冲方式, 即仅有上部滑块的上下作用方式。
(12) 马达直接驱动型螺旋压力机
(电弧起动机螺旋压力机)
本机型飞轮本身为马达的中心部分,该部分被当作马达的一部分。
虽然所需电力变大,但由于无需能量的传递机构, 以超大型机的制造实例居多,也可制造中, 小型机械。
马达部分的更换, 因为是内置式专用马达, 所以有难点。
(13) 伺服马达驱动螺旋压力机
(速度, 位置, 转矩控制方式)

直接或将伺服马达的转矩增加传递至螺旋轴,控制和螺旋轴连接的滑块的成形速度、位置与转矩,进行板状物的拉深加工,可实现和油压压力机同等的成形。
数10kN 至数1000kN 可进行生产。开发意图可分为机械压力机厂家意图自由控制成形条件,及油, 空压压力机厂家意图将油, 空压构造替换为伺服马达驱动方式等。
将伺服马达直接连接在曲轴上的压力机汇总, 尝试地总称为伺服压力机。
(14) 伺服马达驱动螺旋压力机
(飞轮旋转控制方式)PAT

除即去掉摩擦螺旋压力机的摩擦盘,改由伺服马达来控制飞轮的旋转和滑块的位置的方式。
详细内容在本书其他项目中记载。为机工原始设计。









