

Tren dari mesin screw press saat ini

1 Berubahnya kebutuhan pelanggan
Sejauh ini, hot forging menjadi lebih akurat dan fitur pendukung mesin screw press yang sangat mendukung untuk membentuk kemampuan berakselerasi kecepatan tinggi mesin screw press? Penggunaan f dalam warm forgin mengakibatkan meningkatnya permintaan untuk presisi tinggi dalam screw press. Berikut ini adalah persyaratan baru yang kami ajukan.
(1) Sumber energi
Mesin screw press pada saat melakukan pengepresan semua energi bersumber dari flywheel(roda gila), dan jumlah pengepresan disesuaikan dengan putaran flywheel. (sangat mirip dengan irama ayunan palu ketika melakukan pembentukan suatu benda ).
Pada sistem pengendalian gesekan biasa (friction screw press), memperkenalkan encoder untuk mendeteksi putaran flywheel(rodagila), dan mengontrol perubahan energi yang mana bisa meningkatkan bentuk pengulangan tekanan secara drastis. Namun, perubahan suhu panas pada bagian gesekan kopling merubah karakteristik start ketika kopling akan diaktifkan. ( sudut dalam kurva awal bervariasi).
Point-out menandakan bahwa telah terjadi penyimpangan pada waktu mengaktifkan kopling yang mengakibatkan perubahan pada jumlah energi. Contohnya, selama pengoprasian sepenuhnya otomatis, prektis tidak akan ada perubahan energi pada operasi normal. Namun, jika mesin memiliki downtime dikarenakan sering terjadi kesalahaan pada mesin, papan kopling (gesekan roda) akan tetap dingin dengan begitu bisa mengubah energi setelah diaktifkan ulang.
(2) Masa pakai lapisan kopling lebih lama
kontak linear pada bagian gesekan membutuhkan bahan pelapis yang fleksibel dan daya tahan panas. Biasanya menggunakan kulit alami misalnya kulit sapi atau kulit kerbau. lapisan Kulit tebal digunakan bisa memperpanjang masa pakai, akan tetapi tenaga kopling berkurang. ketika tanpa lapisan, responnya bagus dan sedikit hamburan pada tekanan stamping yang tersedia, akan tetapi masa pakai pendek. pemecahan masalah untuk masalah ini penting karena mesin tidak harus di matikan terus menerus selama proses operasi berlangsung. pengurangan biaya perawatan mesin sangat penting.
(3) Mesin optimal pengerjaan efisien
Mesin screw press benar-benar powerful karena selama proses pengoprasian menggunakan seluruh tenaga dari flywheel(roda gila). namun, ketika benda kerja kecil dibentuk dengan mesin besar, mesin perlu mengurangi revolusi roda gila (energi) untuk menghindari overload. Harap dicatat bahwa mesin juga memiliki kelemahan ini penurunan efisiensi ketika mesin melakukan pengerjaan benda kerja kecil.
(4) Mesin screw press yang dikendalikan servo motor adalah salah satu mesin yang bisa memecahkan hampir semua persyaratan
(a)
Revolusi roda gila dan tenaga yang dihasilkannya bisa terkontrol dengan baik pada setiap pengerjaan stamping, hal ini dikarenakan servo motor yang langsung mengendalikan revolusi roda gila yang mana bisa menyetabilkan putaran sebelum melakukan stamping. Variasi tekanan daya operasi otomatis ditampilkan pada gambar dengan perbandingan kekuatan tekan variasi umum (pesaing) Friction screw press dan servo driven mechine.
Keterangan: Dalam kasus mesin yang dikendalikan servo, kecepatan rum diukur tepat sebelum penempaan.
Pada grafik terlampir kekuatan tekanan, varian muatan mesin servo yang keluar termasuk varian volume bahan, suhu pemanasan bahan, kondisi pelumasan, dll, poinnya adalah bisa diketahui bahwa varian muatan pada grafik tidak mewakili varians tenaga tekanan.
(b)
Tidak ada bagian yang terkikis karena bukan jenis mesin Friction (gesekan) driven system (semua operasi menggunakan servo motor, dengan menghubungkan belt atau sabuk antara servo motor dan roda gila bisa tahan selama bertahun-tahun dan murah.
(c)
Dalam kasus mengatur tekanan tenaga kecil, program secara otomatis diterapkan untuk memperlembut pergeseran kecepatan dari kecepatan tinggi ke kecepatan lambat, sehingga prosesnya tidak memakan waktu yang lama ketika menempa benda kecil dengan mesin pres yang besar. Selain itu, menaikan akselerasi, mengurangi kecepatan, menghentikan mesin bisa dilakukan dengan cepat dan pengoprasian tanpa penyesuaian apapun.
2 Hasil pengembangan Screw Press baru, peralatan pendukungnya dan Metode Tempa
Peran jenis mesin yang di kendalikan oleh friction (gesekan) kopling konvensional berakhir sejarahnya Dengan diperkenalkannya mesin baru dimana menggunakan sistem motor servo sebagai penggeraknya (keterangan tertera dibawah). Empat-disc Jenis Super cepat friction screw press dan jenis ulir ganda telah dikembangkan diganti dengan jenis sistem penggerak dengan servo motor. Dengan demikian, jenis friction clutch tidak akan bahas di bagian ini akan dibahas pada deskripsi peralatan pada bahasan berikutnya.
-
(1)
Mesin screw press yang dikendalikan oleh servo motor
-
(2)
Vertical Upset Screw Press (penggerak Servomotor)
-
(3)
Screw Press untuk Cored Forging
-
(4)
Screw Press untuk pengaturan kedua Axes-end secara bersamaan
-
(5)
Screw Press dengan vertikal alat pemisah peralatan otomatis
-
(6)
Material tipis dengan teknik tempa panas dan magnesium
-
(7)
Pengembangan bahan baku magnesium
-
(8)
Semi-tertutup Die degnan sistem tempa hangat
-
(9)
Pemangkasan perangkat
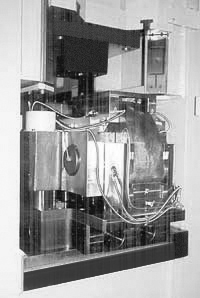
(1) Servomotor Driven Screw Press
Mesin screw press untuk penempaan yang dikembangkan pertama di dunia jenis mesin yang dikendalikan dengan servomotor.
Pada dasarnya, mesin press dengan pengendali servomotor adalah mesin yang menghubungkan motor langsung ke poros engkol dan mengontrol posisi, kecepatan dan torsi slide setiap saat, namun, mesin yang kita kembangkan adalah pengendali servomotor bertugas mengontrol tenaga putaran roda gila dan total tenaga yang dikonsumsi di waktu pengolahan seperti pada mesin friction screw press konvensional, dan sangat memungkinkan untuk menghasilkan nominal 3000kN dengan 30kW servomotor dalam hal ini mungkin (Jika axis kopling langsung, 700 ~ 800 kN bisa menggunakan motor 30kW.)
Tekanan mengimplikasikan dampak instan yang sama dengan jenis mesin Friction driven konvensional, dan trend yang benar waktu untuk Screw Press kontrol merespons untuk waktu, tekanan torsi dan kecepatan tekanan yang tidak mungkin. Sebenarnya, tidak ada perbedaan dengan tipe konvensional yang mengkonsumsi semua energi roda gila dan penempaan kuat adalah mungkin.
pengendali servo telah diperkenalkan dalam mesin upset screw press dengan slide ascending kemudian menempa sebagai peralatan penempaan umum dengan slide down ward stroke, namun, semua mesin screw press yang dimaksud telah menjadi jenis mesin yang dikendalikan oleh servo. Fiturnya sebagai berikut
300 VES
400 ZES
Perawatan murah
Tidak ada komponen seperti kopling karena bukan mesin friction driven.Tidak ada break selama mesin berjalan normal dan motor sendiri yang menghentikan slide. mekanik rem hanya untuk keadaan darurat, seperti listrik mati sehingga lapisan rem tidak digunakan setelah pengoprasian dalam waktu lama. Tidak ada gesekan axis disc shaft seperti pada mesin friction driven yang berarti tidak ada bagian yang terkikis. Sejak jumlah komponen diperkecil, maka jumlah pemeliharaanpun berkurang.
Hemat energy
Motor hanya berputar pada waktu operasi. (pada jenis mesin friction driven Motor berputar sepanjang waktu.)
Setelah satu siklus proses selesai, motor itu sendiri melakukan tindakan penyetopan pergerakan slide untuk menghentikannya dan motor menghasilkan tenaga regeneratif untuk menyuplai daya untuk pabrik. (Konsumsi daya di pabrik bisa benar-benar dikurangi dari daya yang dihasilkan.)
Jika dibandingkan dengan jenis mesin friction, hemat energy total 30 ~ 50% daya bisa berkurang.
Mampu mengurangi kecepatan slide dan bisa di gunakan untuk berbagai ukuran benda kerja
Sejak kecepatan slide dapat dikurangi oleh direct drive yang mana pada jenis friction drive tidak bisa melakukan pengurangan kecepatan slide, waktu untuk satu siklus penempaan hampir tidak akan berbeda dengan waktu untuk menempa bneda kerja berukuran kecil dengan pres besar yang mana hasilnya"The Greater Embraces the Less"
Dengan menetapkan energi press, slide dipercepat untuk bergerak ke bawah. Di beberapa titik posisi stroke bagian bawah, kecepatan slide akan berkurang kemudian menempa material sesuai dengan pengaturan yang ditetapkan sebelumnya.
Semua dilakukan secara otomatis sehingga penempaan yang akurat dapat direalisasikan.
Respon baik ketika di jalankan
Respon ketika di jalankan sangat baik karena tidak ada hambatan terhadap respon kopling karena langsung didorong. Pengaturan alat menjadi mudah pada modus jog running dari pada inching.
Hal ini memungkinkan untuk menerapkan tekanan statis terus menerus dan ada jenis mesin dengan menyesuaikan posisi slide dan kemampuan mengontrol kecepatan.
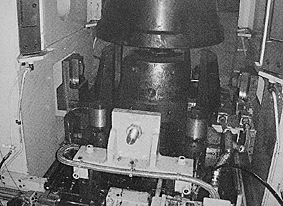
(2) Vertical Upset Screw Press (dikendalikan oleh Servo)

Photo-1 Incremental Forging material
Perubahan nama mesin dari [Vincent Type Screw Press] dilakukan untuk mempermudah pemahaman tentang mesin. Jenis mesin screw press ini memiliki struktur yang unik dimana tekanan dilakukan setelah slide diangkat oleh mekanisme skrup yang mana bermanfaat yaitu pada bahan yang pajang penempaan dilakukan hanya pada bagian atas bahan (upsetting).
hal ini banyak diminati dan digunakan untuk penempaan teknik hot forging yang mana hanya menempa bagian atas bahan seperti pada baut tebal atau baut panjang (hexagonal atau cap screw) dan telah dikembangkan sebagai mesin pres modern yang dikendalikan oleh servo menghilangkan skillful opration. (Sebelum jenis mesin yang dikendalikan servo, mesin jenis friction driven dengan tipe kontrol elektronik /pneumatik telah dikembangkan dalam favorite reception, namun, hampir semua mesin yang diproduksi berubah ke jenis servo driven sejak selesai pengembangan). Metode upsetting adalah proses deformasi dengan menempa axis-end yang diperbesar. Pada dasarnya, fokus hanya pada dua poin, satu memungkinkan untuk mamasukan bahan yang panjang ke dalam mesin dan yang ke dua untuk menjaga agar bahan tidak melengkung.
Banyak jenis produk yang telah di tempa seperti axial gear, baut, rear-axle shaft, katup mesin, halfcrank untuk kendaraan motor, dll. Sejak proses deformasi fokus terhadap pencegahan bahan panjang agar tidak melengkung, umumnya dilakukan proses penempaan berurutan 3 ~ 5 langkah. (photo-1)

Photo-2
Servomotor driven vertical upsetting
screw press

Photo-3
3 processing forging top die sifting device
Mekanikal header atau transversal upset mesin press telah digunakan untuk upsetting sebelumnya, dan menempati posisi pengolahan forging yang mahal karena diperlukan alat untuk setiap prosesnya, mentransfer perangkat dan penjempit perangkat. Mesin yang dikembangkan oleh perusahaan kami pada umumnya di sebut (Vincent type Friction) dan telah digunakan untuk menempa baut tebal yang panas atau paku rel kereta dan sekarang bisa melakukan penempaan dengan tepat yang mana dikendalikan oleh servomotor.(photo-2)
Tenaga yang dihasilkan oleh mesin ini cukup besar. Sebagai contoh mesin press 3000kN, bisa menempa kepala baut hexagonal berukuran 2 inchi.
●Slide pers ini menempa dengan gerakan, dari bawah ke atas. Ini tampak seperti Counter Blow. Panjang stroke dapat dirancang lebih panjang, seperti 600 ~ 800mm, dan mampu menempatkan bahan ukuran panjang ke dalam Die. Selain itu, menambah batas panjang material oleh Die shifting device dengan menggali lubang lebih dalam.
●Transfer material tidak diperlukan. Setelah bahan dimasukkan, penempaan dilakukan secara otomatis untuk yang ke1, ke2 dan ke3 Stroke dengan Die atas berubah untuk setiap stroke. Setiap tekanan tersebut dapat diatur secara individual sesuai keinginan untuk mengulang penempaan. Ketika bahan tersebut dimasukkan ke dalam alat yang lebih rendah dan setelah menekan tombol start, penempaan dilakukan sampai proses terakhir secara otomatis. Tentu saja mesin sepenuhnya otomatis dengan memasang perangkat untuk bongkar pasang. (photo-3)
Sepertinya ini adalah modus terjemahan untuk diulang dari opreasi yang rumit oleh operator. contohnya, termasuk halfway stop selama slide ascending, restar, forging, slide return, knockout dan transmisi material dengan slide pullup sedikit tinggi, dll. dimungkinkan contact sinyal transmisi pada setiap posisi slide.
●Biaya alat murah. jumlah die yang diperlukan kecil karena lower die hanya memerlukan satu dan 2-4 untuk upper die. Ketebalan masing-masing die upper dan lower adalah bisa di atur sesuai keinginan karena tidak ada aturan secara mekanisme dalam lower-dead-point pada press (kami menyebutnya pressure end karena penempaan berlaku setelah mengangkat) yang ternyata die corrective re-shinking tidak masalah bila nilanya berubah-ubah.
●Mengganti Die tidak memakan waktu lama. Tidak ada bottom/top dead center dan untuk mempertimbangkan tidak perlu menggabungkan alat yang tebal. Berbeda dengan mechanical press, tidak diperlukan penyesuain lower-dead-center. yang diperlukan adalah hanya untuk menyesuaikan energi press untuk setiap proses. Jika berjalan lancar, dari awal bisa menghasilkan barang yang berkualitas.
●Tidak ada longitudinal fin pada produk karena alat ini bukan tipe split.
●Press tidak memiliki kopling gesekan(friction cluth) karena hal tersebut langsung jenis drive. Perangkat rem adalah sesuatu seperti Parking Brake dan lapisan berlangsung secara permanen tidak perlu melakukan maintenance. Penyetopan pada akhir satu siklus dilakukan oleh motor itu sendiri dan kekuatan regeneratif yang dihasilkan pada saat itu dapat menghemat 30 ~ 50% dari tenaga listrik. Mengurangi kecepatan slide selama proses satu siklus, yang tidak mungkin dengan jenis friction cluth, oleh mesin ini sangat mungkin dan waktu yang dibutuhkan untuk satu proses hampir konstan/paling cepat untuk keduanya, big power/small power operation. pada mesin ini tidak varians press power sejak menggunakan jenis direct driven.
●Upset forging yang relatif murah diwujudkan dengan setengah bahkan kurang dari biaya awal dengan cara membandingkan mechanical upset machine jenis transverse, pengurangan biaya alat dan biaya pemeliharaan. Keuntungan dari jenis ini untuk desain struktural upset forging adalah stroke dimungkin bisa lebih lama, dorongan jumlah bahan dari permukaan die bawah ini penyesuaiannya yang halus sehingga mudah dilakukan (tidak perlu mengganti pin), sumber drive lain, seperti hidrolik, tidak diperlukan sejak knockout dilakukan oleh hammering, mencabut knockout bar atau pin mudah dilakukan, dll, dan jenis ini memiliki struktur yang unik dengan mesin press lain dan general screw presses. Diharapkan aplikasi tersebut bisa diperluas di masa depan. Selain itu, peralatan yang memperkenalkan mekanisme trimming menjadi salah satu upper tool shifting device adalah under patent pending.
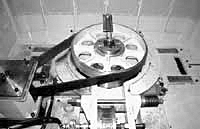
(3) Mesin Screw Press Untuk menempa barang yang berongga

screw press ini dikembangkan untuk tujuan peningkatan hasil dari material, pasca proses penghapusan atau pengurangan dan pergeseran dari casting yang dilengkapi dengan peralatan yang kompleks dan khusus. Sebuah peralatan khusus (disebut cored equipment atau Sub-press) yang dipasang di bed(dudukan) dan perangkat mempekerjakan metode hole forming pin (s) (masing-masing 1 ~ 4 ) bergerak secara horisontal ke permukaan materi setelah slide turun dan kedua alat bagian atas dan bawah menjepit material. Peralatan khusus bisa dilepas dan fungsi mesin bisa sebagai screw press biasa. penggunaan umum untuk mesin ini adalah untuk penempaan panas(hot forging) bahan kuningan, tembaga dan bahan aluminium. Peralatan cored terdiri dari bagian dudukan dari unit bolster, mekanisme cam mekanik untuk konversi dari dudukan pergerakan vertikal ke horisontal dan built-in peralatan knockout. Bagian dudukan juga bisa dipasang di upper tool seperti hollow yang diperlukan dalam upper tool. Karena adanya mekanisme cam mekanik, kerusakan pin dapat dihindari untuk sinkronisasi alat, antara gerakan vertikal dan horisontal dibuat pin sebagai pendorong. Juga, tidak ada varian kedalaman push-fit dari pin horisontal karena mengompresi ke ujung stroke pada dudukan berdasarkan struktur screw press. Dalam kasus mesin press mekanik, kedalaman push-fit bervariasi tergantung variasi ukuran tinggi die di batas bawah slide yang disebabkan oleh peregangan bingkai karena keberadaan mekanik lower-dead-point.
Energi roda gila(flywheel) dirancang lebih besar karena jumlah energi untuk menghancurkan materi membutuhkan tenaga yang besar, walaupun begitu, struktur dasar sama dengan jenis mesin screw press pada umumnya. mesin tersebut sepenuhnya otomatis, sebuah mesin screw press yang dikendalikan oleh servomotor dilengkapi dengan auto hand dengan un-loader dan tungku pemanas termasuk di dalamnya.
Cored Forging Device Bed
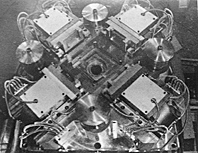
(4) Screw Press untuk Simultan Kedua Axes-end Upsetting
Upsetting equipment for both axes-end
simultaneously
Mesin screw press di lengkapi dengan upsetting equipment untuk kedua axes-end secara bersamaan. sebenarnya hal ini adalah varian yang pernah di pakai pada mesin cored forging degnan hanya dua arah yang dianggap terlalu kaku, peningkatan dilakukan untuk mendapatkan energy pendorong yang besar. umumnya, proses yang rumit diperlukan pada waktu menggabungkan kedua ujung sumbu, dimulai dengan upsetting salah satu ujung sumbu, kemudian menempa ujung sumbu yang lainnya dengan menggunakan alat pembagi, tentunya hal tersebut sulit untuk dilakukan secata otomatis. dengan menggunakan mesin ini, upsetting ujung keduanya dengan menempanya sekaligus, ini bisa memberikan manfaat yang besar.
(5) Mesin Screw Pres yang di lengkapi dengan peralatan Vertical Divided Tools
Automatic Vertically Divided Tools Equipment
Mesin screw press dilengkapi dengan alat pemblokir. operasi penekanan dilakukan untuk mendorong pin press dari atas ke bawah setelah menutup atau membuka divided tool bergerak horizontal secara otomatis. mekanisme alat pengaman untuk mencegah pembukaan alat selama mesin press beroperasi.
Blok instrumen dan blok bahan sekarang dalam proses hak paten.
(6) Material tipis(thin material), Hot Forging dan Magnesium

Magnesium Thin Plate Hot Forging Sample
Baru-baru ini di bidang press lembaran logam, ada percobaan untuk memanaskan bahan tipis dan merubah ketebalan yang bertujuan agar lebih fleksibel. Namun mekanik press biasa memiliki lower-dead-point dan frame deformasi yang membatasi kemampuan thin material press. pada mesin press hidrolik, tidak bisa melakukan pembentukan tanpa kemampuan dengan sekala besar dan ketika melakukan pengepresan memakan waktu yang lama, dan masalah pada penurunan suhu material dan waktu hidup alat yang pendek. Disisi lain, sejak mesin screw press tidak memiliki lower-dead-point, pekerjaan tersebut dapat dilihat sebagai pekerjaan mencetak pola dan tidak perlu memikirkan tentang kerangka deformasi. kami percaya mesin screw press tersebut adalah mesin press yang paling tepat.
Foto menunjukan fitur aplikasi yang sangat baik dari mesin screw press pada waktu pressing panas lembaran magnesium tipis untuk melakukan becward extrusion dan boss forming.
(7) Pengembangan Bahan Baku Material
Magnesium batang atau pipa mampu diproduksi oleh hot extrusion setelah membatalkan Chip magnesium yang dikompresi, namun, hasil yang lebih baik telah diperoleh dengan melakukan apa yang disebut [Rice Cake Pounding] untuk mencoba miniaturisasi bahan baku gandum kristal sebelum kompresi Chip akhir.
Setelah kompresi chip Magnesium di lower die dengan pukulan datar oleh tekanan berkecapatan tinggi, pukulan datar digantikan oleh pukulan point yang didorong ke dalam chip Magnesium yang telah dikompresi.
Kemudian, kompres dengan pukulan datar. Setelah mengulangi proses ini beberapa kali, diserahkan ke lower die dan melakukan ekstrusi pukulan point dan kompresi datar untuk beberapa kali lagi. Proses ini menjadikan miniatur butiran kristal menjadikan persediaan batang yang lebih kuat. kinerja kecepatan tinggi mesin screw press menghasilkan efek yang baik.
(Hal ini telah diambil sebagai R&D Operasi Aplikasi, University-launched, 2003, dan percobaan bersama telah dilakukan dengan Universitas Tokyo serta dengan beberapa perusahaan.)
(8) Semi-Die tertutup dengan Sistem Warm Forging

Contoh dari Semi-Die tertutup Sistem warm forging oleh Createc Mold
Kecepatan pembentukan dari mesin screw press sangat tinggi, 500 ~ 1000mm / sec, dan waktu kontak alat dengan bahan agak pendek, yang menjadikan alat bisa terpakai dalam jangka waktu yang lama. hal yang terpenting adalah memungkinkan untuk mengurangi beban tekanan dari alat oleh efek sinergis dari prubahan suhu akibat pembentukan dengan kecepatan tinggi dan suhu awal dari bahan baku yang mana membawa material yang telah dibentangkan ke dalam bagian sudut dari alat sebelum suhu bahan turun.
Semi-Die tertutp dengan sistem warm forging oleh CREATECH Co.Ltd, merupakan perusahaan besar di daerah ini yang telah menyediakan kedua perangkat lunak dan perangkat keras untuk mesin screw press.
(9) Trimming Device

Vertikal upset screw press mampu menggantikan masing-masing tiga dari upper tool dengan upper shift device yang mana sudah di lengkapi trimming device di salah satu dari tiga alat tersebut. Penempaan di lakukan pada pertama (dan yang kedua) stroke(s) dan side burr(fin) di potong oleh upper tool yang telah diganti. hal tersebut telah di gunakan pada mesin yang dikendalikan oleh servomotor(servo driven) karena metode ini mampu menyesuaikan kecepatan slide dan bisa berhenti di posisi yang tepat.